
Safety relief valves, also known as SRVs Have you Ever heard the saying, “pressure makes diamonds”? Well, in the high-stakes world of industrial processes, unchecked pressure can lead to disaster. That’s where the safety relief valve (SRV) steps in, a humble yet critical piece of equipment that deserves some serious recognition.
From Preventing Explosions to Saving the Day
Imagine a giant pressure cooker, but instead of fluffy rice, it holds volatile chemicals or superheated steam. That’s the reality of many industrial systems. SRVs act as the automatic pressure release mechanism, preventing these cookers from exploding by venting excess pressure.
But their role goes beyond just brute force. SRVs are precision instruments, calibrated to open at a specific pressure threshold. This ensures they only release what’s necessary, maintaining process efficiency while prioritizing safety.
The Science Behind the Safety
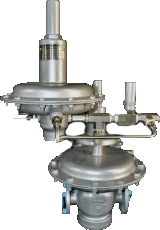
Understanding how SRVs work requires a peek into the world of physics. They rely on the concept of opposing forces. A spring pushes to keep the valve closed, while pressure from the system pushes to open it. When pressure builds beyond a set point, the spring yields, and the valve pops open, releasing the pressure surge.
Safety Relief Valves
They prevent catastrophic accidents: Uncontrolled pressure buildup can lead to equipment failure, fires, and even explosions. SRVs act as the first line of defense, averting potential disasters.
They protect the environment: Industrial processes often involve hazardous materials. SRVs prevent the release of these materials by keeping pressure in check, minimizing environmental damage.
They ensure worker safety: Keeping industrial environments safe for workers is paramount. SRVs play a vital role in protecting personnel from pressure-related accidents.
SRVs come in all shapes and sizes, catering to a wide range of pressures and fluids.
Regular testing and maintenance are crucial for ensuring SRV functionality.
There’s even a dedicated international standard (API 527) outlining the design and testing procedures for SRVs.
By understanding and appreciating the role of safety relief valves, we can ensure a safer and smoother operation in the industrial world.
Uses of safety relief valves
Safety relief valves are important parts of many sectors, such as power generation, petrochemicals, oil and gas, and pharmaceuticals. It is crucial to understand when to use safety relief valves to protect people, property, and the environment. The following situations call for the use of safety relief valves:
Pressure Relief: Safety relief valves are primarily employed to relieve excess pressure in systems or equipment. This could occur due to factors such as process upsets, equipment malfunctions, or external factors like fire exposure.
Overpressure Protection: Whenever there’s a risk of pressure exceeding safe operating limits, SRVs provide a vital safeguard. This is particularly crucial in processes involving pressurized vessels, reactors, pipelines, and storage tanks.
Temperature Control: In processes where temperature control is critical, such as in chemical reactions or heat exchange systems, fluctuations in temperature can lead to pressure build-up. Safety relief valves help alleviate this pressure to maintain safe operating conditions.
Emergency Situations: SRVs are essential for emergency relief in the event of equipment failures, sudden blockages, or other unforeseen circumstances that could lead to pressure spikes.
Compliance Requirements: Regulatory agencies often mandate the use of safety relief valves in industries where pressure-related hazards are prevalent. Adhering to these regulations not only ensures safety but also demonstrates a commitment to compliance and responsible manufacturing practices.
Protecting Personnel: Safety relief valves help protect personnel by preventing catastrophic failures that could result in injuries or fatalities. By promptly venting excess pressure, SRVs mitigate the risk of explosions, ruptures, and other hazardous events.
Equipment Protection: Beyond safeguarding personnel, SRVs also protect valuable equipment and assets from damage caused by overpressure situations. This includes pumps, valves, reactors, and other process equipment susceptible to pressure-related stress.
Maintaining Process Integrity: In industries like pharmaceuticals, where product quality and consistency are paramount, safety relief valves play a crucial role in maintaining process integrity. By preventing pressure fluctuations, SRVs help ensure consistent product quality and minimize the risk of batch rejections or recalls.
safety relief valves should be used whenever there’s a potential risk of pressure exceeding safe operating limits in industrial processes. Whether it’s for routine pressure relief, emergency situations, compliance requirements, or personnel and equipment protection, SRVs are indispensable components for ensuring safety and operational integrity across various industries.